
Sicondu a Direttiva RoHS di l'UE (Attu Direttive di u Parlamentu Europeu è di u Cunsigliu di l'Unione Europea nantu à a limitazione di l'usu di certi sustanzi periculosi in l'apparecchi elettrici è elettronichi), a direttiva impone a pruibizione di u mercatu di l'UE per vende elettroni è elettronichi. L'equipaggiu elettricu chì cuntene sei sustanzi periculosi cum'è u piombo cum'è un prucessu senza piombo di "manifattura verde" chì hè diventatu una tendenza di sviluppu irreversibile da u 1 di lugliu di u 2006.
Ci hè più di dui anni chì u prucessu senza piombo hà iniziatu da a fase di preparazione.Parechji pruduttori di prudutti elettronichi in Cina anu accumulatu assai esperienza preziosa in a transizione attiva da a saldatura senza piombo à a saldatura senza piombo.Avà chì u prucessu senza piombo hè diventatu sempre più maturu, l'enfasi di u travagliu di a maiò parte di i fabricatori hè cambiatu da solu esse capace di implementà a produzzione senza piombo à cumu migliurà cumplettamente u livellu di saldatura senza piombo da diversi aspetti, cum'è l'equipaggiu. , materiali, qualità, prucessu è cunsumu d'energia..
U prucessu di saldatura di riflussu senza piombo hè u prucessu di saldatura più impurtante in a tecnulugia attuale di a superficia.Hè stata largamente utilizata in parechje industrii cumpresi i telefunini, l'urdinatori, l'elettronica di l'automobile, i circuiti di cuntrollu è e cumunicazioni.Sempre più apparecchi elettronichi originali sò cunvertiti da u foru attraversu à a superficia, è a saldatura di reflow rimpiazza a saldatura d'onda in una gamma considerable hè una tendenza evidenti in l'industria di saldatura.
Allora chì rolu ghjucarà l'equipaggiu di saldatura à riflussu in u prucessu SMT sempre più maturu senza piombo?Fighjemu da a perspettiva di tutta a linea di superficia SMT:
L'intera linea di superficia SMT hè generalmente custituita da trè parti: stampante, macchina di piazzamentu è fornu di riflussu.Per e macchine di piazzamentu, cumparatu cù senza piombo, ùn ci hè micca un novu requisitu per l'equipaggiu stessu;Per a macchina di stampa di serigrafia, per via di a ligera differenza in e proprietà fisiche di a pasta di saldatura senza piombo è di piombo, alcuni requisiti di migliione sò presentati per l'equipaggiu stessu, ma ùn ci hè micca un cambiamentu qualitatiu;A sfida di a pressione senza piombo hè precisamente nantu à u fornu di reflow.
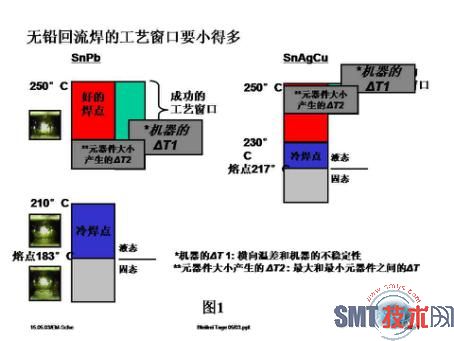
Comu tutti sapete, u puntu di fusione di a pasta di saldatura di piombu (Sn63Pb37) hè di 183 gradi.Se vulete furmà una bona unione di saldatura, duvete avè un spessore di 0,5-3,5um di composti intermetallici durante a saldatura.A temperatura di furmazione di cumposti intermetallichi hè 10-15 gradi sopra u puntu di fusione, chì hè 195-200 per a saldatura di piombo.gradu.A temperatura massima di i cumpunenti elettronichi originali nantu à u circuitu hè generalmente 240 gradi.Dunque, per a saldatura di piombo, a finestra di prucessu di saldatura ideale hè 195-240 gradi.
A saldatura senza piombo hà purtatu grandi cambiamenti à u prucessu di saldatura perchè u puntu di fusione di a pasta di saldatura senza piombo hè cambiatu.A pasta di saldatura senza piombo attualmente usata hè Sn96Ag0.5Cu3.5 cù un puntu di fusione di 217-221 gradi.Una bona saldatura senza piombo deve ancu formate cumposti intermetallici cù un spessore di 0,5-3,5um.A temperatura di furmazione di cumposti intermetallici hè ancu 10-15 gradi sopra u puntu di fusione, chì hè 230-235 gradi per a saldatura senza piombo.Siccomu a temperatura massima di i dispositi elettronichi originali di saldatura senza piombo ùn cambia micca, a finestra di prucessu di saldatura ideale per a saldatura senza piombo hè 230-240 gradi.
A riduzzione drastica di a finestra di u prucessu hà purtatu grandi sfide per guarantiscenu a qualità di saldatura, è hà ancu purtatu esigenze più elevate per a stabilità è l'affidabilità di l'equipaggiu di saldatura senza piombo.A causa di a differenza di temperatura laterale in l'equipaggiu stessu, è a diffarenza in a capacità termale di i cumpunenti elettronichi originali durante u prucessu di riscaldamentu, a gamma di finestra di u prucessu di temperatura di saldatura chì pò esse aghjustata in u cuntrollu di u prucessu di saldatura senza piombo diventa assai chjuca. .Questa hè a vera difficultà di a saldatura di reflow senza piombo.U paragone specificu di a finestra di u prucessu di saldatura senza piombo è senza piombo hè mostratu in Figura 1.
In riassuntu, u fornu di riflussu ghjoca un rolu vitale in a qualità finale di u produttu da a perspettiva di tuttu u prucessu senza piombo.Tuttavia, da a perspettiva di l'investimentu in tutta a linea di produzzione SMT, l'investimentu in furnace di saldatura senza piombo spessu cuntene solu 10-25% di l'investimentu in tutta a linea SMT.Hè per quessa chì parechji pruduttori di l'elettronica anu rimpiazzatu immediatamente i so forni di reflow originali cù forni di reflow di qualità più alta dopu avè cambiatu à a produzzione senza piombo.
Tempu di post: 10-aug-2020